





 扫一扫
扫一扫



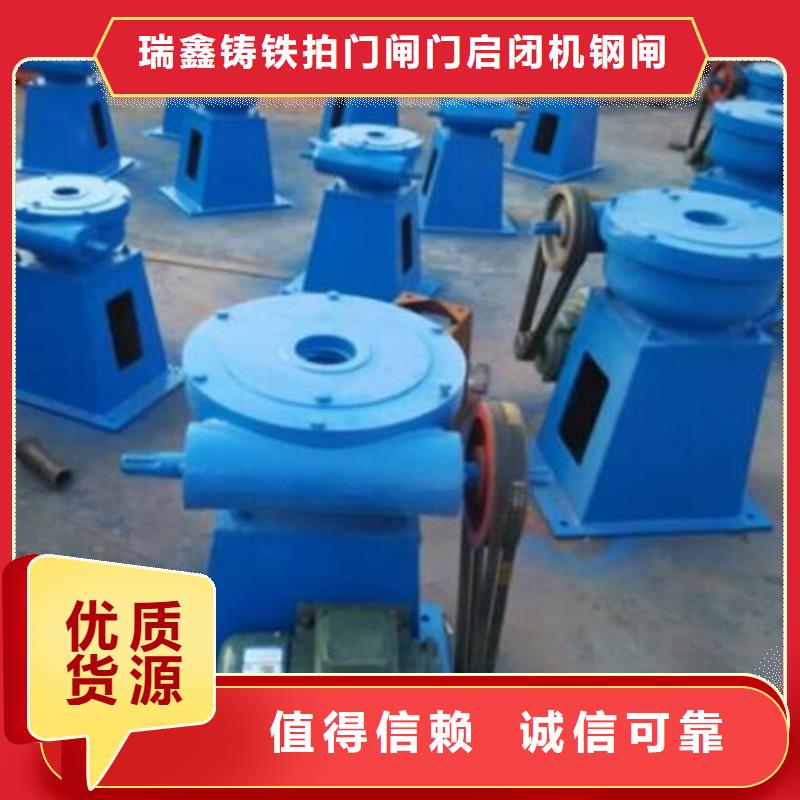
常见的启闭机有:手轮式启闭机、手摇螺杆式启闭机、直联螺杆式启闭机、电装式启闭机、手动两用螺杆式启闭机、弧门卷扬启闭机、台车移动式卷扬启闭机、双吊点卷扬启闭机、液压式启闭机等。
QSL手轮式启闭机采用螺旋丝杠传动,其结构紧凑合理,启闭重力大,广泛应用于各类污水、排水工程和水利工程中闸门、堰门等设备的启闭,但是,需要注意的是手轮式启闭机的结构简单,使用维护方便,常用于小启闭力的闸门启闭。
卷扬式启闭机通过了减速箱和减速齿轮的减速,其减速程序多、速比大,有时则又通过了滑轮组作倍率放大,再加上卷扬式启闭机操作时,钢丝绳缠绕在绳鼓上,一般缠绕单层,也可缠绕多层,钢丝绳的受力方向可以适当摆动,也可以通过附加埋置的转向滑轮改变其受力方向,所以,卷扬启闭机的行程实际上不受限制,常用来控制各类大、中型铸铁闸门及钢制闸门的升降。






瑞鑫铸铁闸门启闭机钢闸门清污机水工机械厂深耕于 启闭机闸门、系列产品的换代升级。近年来,学习国外技术、引进国外设备,建立了一支 启闭机闸门、技术过硬、检测全面、管理完善的生产和服务团队。始终把“客户,质量”作为公司的核心理念。
展望未来瑞鑫铸铁闸门启闭机钢闸门清污机水工机械厂将继续发扬中国传统匠心精神,不忘初心,脚踏实地。努力把中国制造 启闭机闸门、推向世界。


卷筒外形尺寸根据需要设定,简体壁厚根据外型尺寸而定,粗糙度Ra3.2,采用铸钢ZG270—500,分段铸造后焊接成一体。卷筒焊接成形后,对接焊缝应进行无损探伤检验,并进行高温退火热处理,消除应力,稳定组织,为保证筒体加工精度做好准备。
启闭机加工时主要保证:①卷筒壁厚均匀,各处筒壁厚度差不超过8mm;②卷筒外圆与内轴孔同轴度不超过0.3mm;③卷筒与大齿轮连接的凸外缘与卷筒内孔的同轴度不超过0.3mm,垂直度不超过0.6mm。
为了保证卷筒壁后均匀,在加工前应注意检测其壁厚值是否超差,若偏差较大,可采用借中间的方法予以调整。
为了保证卷筒内外圆的的同轴度,应在卷筒外圆加工完毕后,以外圆为基准镗出卷筒内孔。
为了保证开式齿轮的啮合间隙,应特别注意卷筒凸外缘与大齿轮止口的公称尺寸,二者之间的公差不宜过大,避免啮合间隙一侧过大而另一侧过小,同时注意卷筒凸外缘端面与卷筒外圆的垂直度。这样才能保证大齿轮的外径与卷筒轴同心,从而在装配中保证开式齿轮副啮合间隙的一致性。


技术支持:cnwbgg.com